
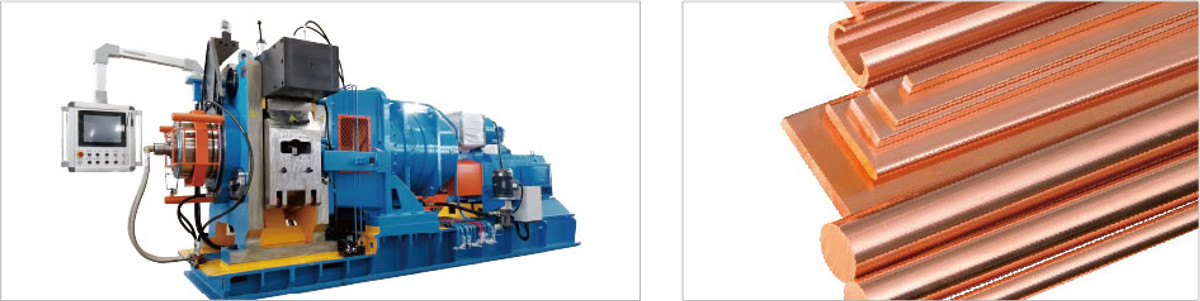
Nepārtrauktas ekstrūzijas iekārtas






Priekšrocības
1, barošanas stieņa plastiskā deformācija berzes spēka un augstas temperatūras ietekmē, kas pilnībā novērš paša stieņa iekšējos defektus, lai nodrošinātu galaproduktus ar izcilu produkta veiktspēju un augstu izmēru precizitāti.
2, ne iepriekšēja uzsildīšana, ne atkausēšana, labas kvalitātes produkti, kas iegūti ekstrūzijas procesā ar mazāku enerģijas patēriņu.
3, ar viena izmēra stieņa padevi, iekārta var ražot plaša izmēra produktu klāstu, izmantojot dažādas presformas.
4, visa līnija ir viegli un ātri darbināma bez smaga darba vai piesārņojuma ekstrūzijas laikā.
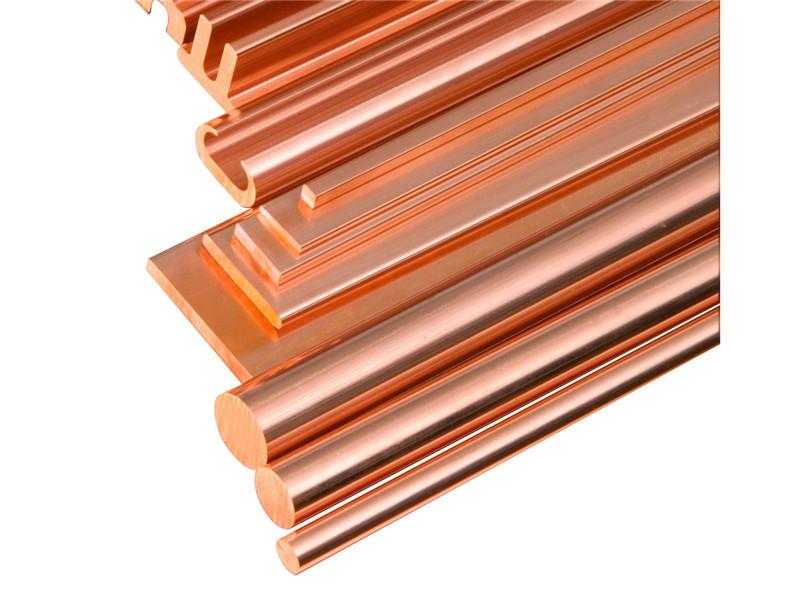
Vara stieņu barošana
1. Lai izgatavotu vara plakanos vadus, mazu vara kopni un apaļo vadu
| Modelis | 300 TLJ | TLJ 300H |
| Galvenā motora jauda (kw) | 90 | 110 |
| Barošanas stieņa dia. (mm) | 12.5 | 12.5 |
| Maks. izstrādājuma platums (mm) | 40 | 30 |
| Plakans stieples šķērsgriezums | 5-200 | 5-150 |
| Izlaide (kg/h) | 480 | 800 |
Ražošanas līnijas izkārtojums

Izmaksas pirmapstrādes ekstrūzijas mašīnas dzesēšanas sistēma. Dejotāju uzņemšanas mašīna
2.Izgatavot vara kopnes, vara apaļo un vara profilu
| Modelis | TLJ 350 | TLJ 350H | 400 TLJ | TLJ 400H | 500 TLJ | TLJ 630 |
| galvenā motora jauda (kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| barošanas stieņa dia. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| maks. izstrādājuma platums (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| produkta stieņa diametrs (mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| produkta šķērsgriezuma laukums (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| jauda (kg/h) | 780 | 950 | 1200 | 1500 | 1800. gads | 2800 |
Ražošanas līnijas izkārtojums

Izmaksas padevējs un taisnotājs Extrusion Machine Cooling Sys. Garuma skaitītāju produktu stenda uzņemšanas mašīna
3. Izgatavot vara kopni, vara sloksni
| Modelis | TLJ 500U | TLJ 600U |
| galvenā motora jauda (kw) | 355 | 600 |
| barošanas stieņa dia. (mm) | 20 | 30 |
| maks. izstrādājuma platums (mm) | 250 | 420 |
| maks. platuma un biezuma attiecība | 76 | 35 |
| produkta biezums (mm) | 3-5 | 14-18 |
| jauda (kg/h) | 1000 | 3500 |
Ražošanas līnijas izkārtojums

Vara sakausējuma stieņu padeve
Pieteikšanās uz komutatora vadītāju, misiņa sagatavi, fosfora vara stieni, svina rāmja sloksni, dzelzceļa kontaktvadu utt.
| TLJ 350 | 400 TLJ | 500 TLJ | TLJ 630 | |
| materiāls | 1459/62/63/65 misiņš cu/Ag (AgsO,08%) | fosfora varš (Pso.5%) cu/Ag (AgsO.3%) | magnija varš (MgsO.5%)dzelzs varš (Feso.l% | magnija varš(MgsO.7%)/Cucrzr |
| barošanas stieņa dia. (mm) | 12.12.5 | 20 | 20 | 25 |
| maks. izstrādājuma platums (mm) | 30 | 150 (sudraba vara sloksne) | 100 (svina rāmja sloksne:) | 320 |
| produkta stieņa diametrs (mm) | fosfora vara lode: 10-40 | magnija vara stienis: 20-40 | magnija vara stienis: 20-40 | |
| jauda (kg/h) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Ražošanas līnijas izkārtojums
Izmaksas padevējs un taisnotājs Extrusion Machine Cooling Sys. Garuma skaitītāja uzņemšanas mašīna
Alumīnija stieņu padeve
Piemērots plakaniem vadiem, kopnes stieņiem un profilētiem vadītājiem, apaļām caurulēm, MPE un PFC caurulēm
| Modelis | 300 LLJ | LLJ 300H | LLJ 350 | 400 LLJ |
| galvenā motora jauda (kw) | 110 | 110 | 160 | 250 |
| barošanas stieņa dia. (mm) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| maks. plakano stiepļu izstrādājuma platums (mm) | 30 | 30 | 170 | |
| plakano stiepļu izstrādājuma šķērsgriezuma laukums (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| apaļa caurule dia. (mm) | 5-20 | 5-20 | 7-50 | |
| plakanas caurules platums (mm) | - | ≤40 | ≤70 | |
| plakans vads/caurule jauda (kg/h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Ražošanas līnijas izkārtojums

Izmaksas taisnotājs Ultraskaņas tīrīšana Cooling Sys Dancer Take-up Machine
Attēls 217282
Saistītie produkti
-

Nepārtrauktas apšuvuma iekārtas
Princips Nepārtrauktas apšuvuma/apšuvuma princips ir līdzīgs nepārtrauktas ekstrūzijas principam. Izmantojot tangenciālo instrumentu izvietojumu, ekstrūzijas ritenis iedzen divus stieņus apšuvuma/apvalka kamerā. Augstā temperatūrā un spiedienā materiāls vai nu sasniedz metalurģiskās savienošanas stāvokli un veido metāla aizsargslāni, lai tieši pārklātu metāla stieples serdi, kas nonāk kamerā (apšuvums), vai arī tiek izspiests...